[摘要] 钢结构以它绿色环保、工厂化生产、使用空间大等优点越来越受到投资者的青睐。在施工方面,钢结构有很多难点,接下来我们来看看钢结构制作技术重点分析。

(一)施工重点与难点
1. 弧型箱型钢梁为屋面结构重要受力杆件,杆件自身节点位置分支较多,在焊接过程中易产生角变形、扭曲变形、局部或整体变形,若焊接变形得不到有效控制,将会直接导致构件的外形尺寸精度严重超差,构件质量就达不到设计、规范要求,将会给现场安装带来相当的施工难度。
2. H型钢由于翼缘宽,且板厚为10-20mm,若采用埋弧自动焊焊接,则焊接位置不易操作,而且易产生焊接变形,因此该项结构的焊接是本工程的重点。
3.柱顶支撑节点均为管-管相贯结构,管的切割下料精度及切口尺寸形状的精度是保证相贯焊接质量关键,因此钢管的相贯线切割是本工程的重点。
(二)针对本工程钢结构制作重点的技术措施
1.对于箱型钢梁,为防止变形采用卧式焊接并选择合理的焊接工艺,采用同时、对称的施焊顺序进行焊接。
2.对于宽翼缘H型钢,采用CO2气体保护焊进行焊接,可减少焊接变形,保证其焊接质量。CO2焊的特点在于熔深大,焊接热影响区小,熔敷效率高,适于全位置焊接,生产可实现自动化/半自动化,焊接质量高,生产率高,相对成本低。
3.在相贯线数控切割机上进行切割,可保证其切割精度。其工艺过程是在计算机建模后,在该设备上直接切割下料,不仅切割精度高,而且速度快。
(三)重点工艺的控制
A.箱型构件的加工
1.加工工艺流程
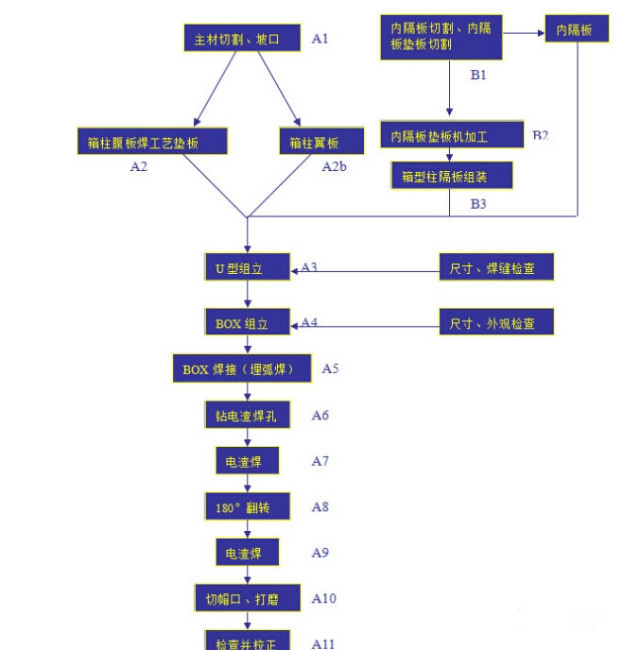
2.精度保证方法
2.1箱型柱、梁面板下料时应考虑到焊接收缩余量及后道工序中的端面铣的机加工余量。
直形箱型柱、梁采用德国进口的ESAB 数控切割机进行保证。并采用两个旋转三割炬同时切割,保证钢板两边收热均等,不产生旁弯和变形。数控控制精度如上表,远远高于规范要求。
弧形箱型梁先在钢板上划弧线,然后采用半自动轨道切割机下料,能够满足规范要求。
说明:上面左图为箱型柱隔板组装设备,工作平台的尺寸可根据工件的大小进行调节(图中未显示)。上面为8只锁紧气缸。
2.3弧形梁腹板必须事先采用棍压机棍压成所需要的弧形。如上图所示
2.4然后将箱型柱的两块翼板置于滚道上,使三块箱型柱面板的一端头平齐再次用油缸进行夹紧,最后将隔板、腹板、翼板进行定位焊,保证定位焊的可靠性
2.5为减小焊接变形,采用两侧焊缝同时焊的焊接工艺。
3.焊接质量保证措施
采用合理的焊接工艺。
3.1 双面坡口时宜采用两侧对称多道次施焊,避免收缩应变集中。
3.2 采用适当小的热输入多层焊接,以减小收缩应变。
3.3 箱形柱角接接头,当板厚较大,侧板板边火焰切割面宜磨(或刨)去由热切割产生的硬化层组织。
3.4 采用低氢、超低氢焊条或气体保护焊方法。
3.5 采用或提高预热温度施焊,以降低冷却速度,改善接头区组织韧性,但采用的预热温度较高时易使收缩应变增大。
3.6采用焊后消氢热处理加速氢的扩散,防止产生裂纹。
B.支撑多支节点的相贯连接
本工程部分节点为枝状构造,多根杆件交汇一点的现象较为普遍,这对加工中杆件的下
料、组对、焊接变形的控制都提出了较高要求。
1.典型节点形式
2.精度保证措施
由于大型钢结构部分空间箱型构件节点形式为相贯线构造,因此相贯线节点的制造精度为本工程的一大重点,因此,相贯线的加工制造要选用精度较高的加工设备,进行多种设备详细比较后拟采用进口六维相贯线切割机,最大限度的满足加工精度要求,该设备具有火焰和等离子切割两种方式,能够切割直径50mm-800mm的各种管件接头,并同时开好焊接剖口。
以上就是建筑界结构频道为您带来的“大型钢结构工程,钢结构制作技术重点分析”内容,建筑界结构频道分享更多结构知识来帮助你学习施工技巧,寻找建筑之美,探索建筑之路,欢迎关注我们~